加工铝合金转向器壳体的老铁们,是不是还在为几大难题愁得睡不着觉?
(1)五轴加工难度大零件需从不同角度加工,依赖五轴定位,传统设备难以实现五轴联动高效加工。
(2)工序分散效率低壳体加工涵盖铣、钻、镗、攻丝等多道工序,分序加工耗时耗力。
(3)专用刀具适配难度高需配套长刀具和成型刀,易出现颤振,对设备刚性和运动精度要求极高。
转向器壳体零件特点
再说说这转向器壳体本身,它是个结构复杂的细长型零件,上面有好几个方向的装配面、深腔,还有精度要求极高的孔位。而且零件上关键的加工部位,有的在斜面、有的在内腔,想加工好本来就不容易,对尺寸和形状的精准度要求还特别严。
别愁!兄弟机床HU550Xd1 卧式五轴加工中心
凭 "一次装夹,五轴联动" 的硬核工艺,专治这些加工难题!

想要在一台机床里把零件从头到尾加工完,就需要一次装夹完成铣、钻、镗、攻丝等所有工序。如果不用五轴设备,要么没法加工斜面/内腔的特征,要么需要反复装夹调整零件位置,既做不到"同一台机床完整加工",还会出现基准偏差,影响零件的精度。
而兄弟机床HU550Xd1卧式五轴加工中心,正是靠一次装夹 + 五轴联动/旋转的特性,既满足了转向器壳体多角度的加工需求,又能在同一台设备内完成所有工序,实现完整加工。
揭秘!加工大零件的通关秘籍
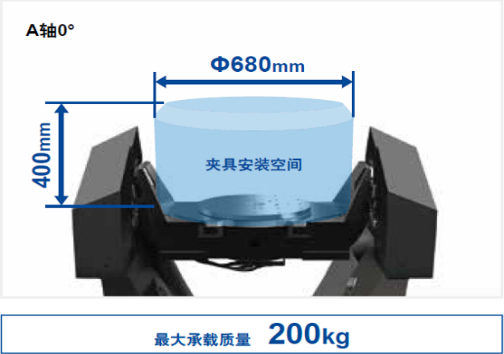
一次装夹多面加工
转向器壳体轻松容纳,彻底杜绝多次装夹的基准偏差。
| 行程 (X Y Z) (mm) |
X:550 Y:500 Z:400 |
| 工作台 |
搭载Φ680倾斜旋转工作台 |
| 夹具空间 |
Φ680×400mm |
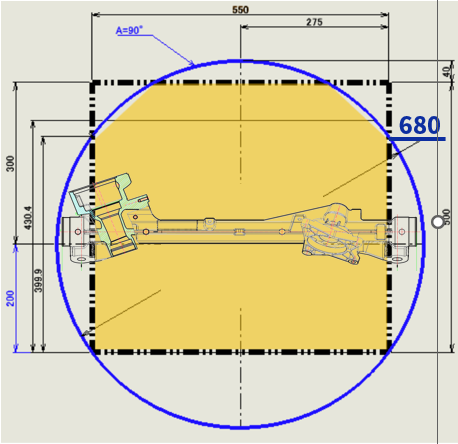
五轴旋转巧突破,轻松超出行程限制
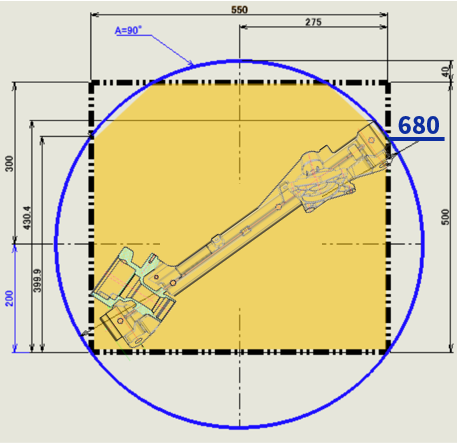
这是最关键的一点!利用设备AB轴能旋转的特性,就算零件尺寸超过了设备原本的行程,哪怕是550mm规格的行程,也能拓展出最大680mm的加工范围。
简单说就是,原本横着放装不进设备的长零件,把它斜着放,就能顺利装进去加工了,只要加工时注意避开设备部件的碰撞就行。
放不下
可以放下
双驱动防扭曲设计:A轴采用双电机串联控制+滚子齿轮凸轮结构
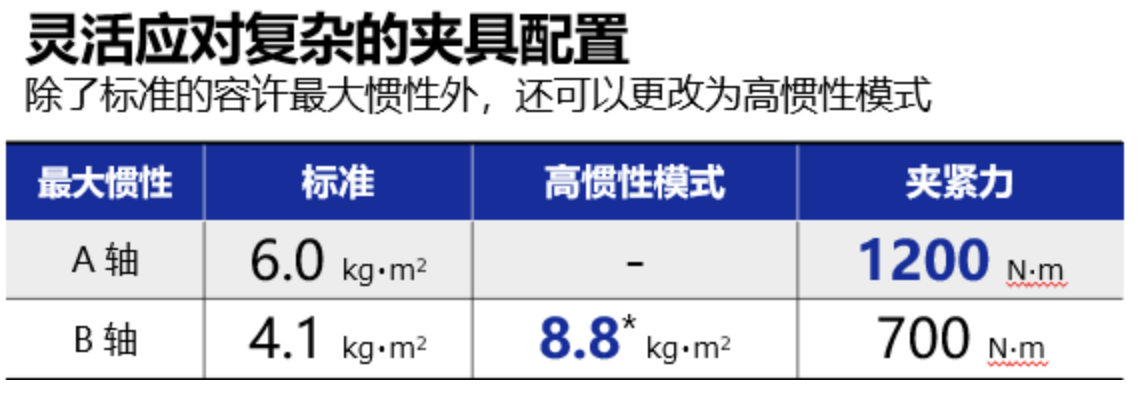
设备的A轴用了双电机同步控制,还搭配了滚子齿轮凸轮结构,能有效防止加工时出现扭曲问题,定位速度还特别快,转90°只需要1.2秒。而且设备还分标准模式和高惯性模式,就算是复杂的夹具配置,也能灵活应对,不管是夹紧力还是适配的惯性范围,都能满足不同的加工需求。
左右电机同步控制
![左右电机同步控制,有助于提高生产性。A轴定位时间[90°]1.2秒,转速50min⁻¹'。B轴定位时间[90°]1.2秒,转速75min⁻¹,在高惯性模式下,转速60min⁻¹。](/machinetool/-/media/machinery/product/machine/article/img/a001/p7.ashx)
高惯性模式
有了这台兄弟机床HU550Xd1卧式五轴加工中心,铝合金转向器壳体加工的那些难题,全都能迎刃而解!








